| |
Emulsion
There is a large class of processes where the final product is an emulsion. It includes homogenized milk, shampoos, polishing compounds, and some types of medical preparations. A key factor is the chemistry of the product, to ensure that the emulsion remains stable over a desired product shelf life, when produced properly by the fluid mixer. There are numerous correlations in the literature on drop size in a two-phase liquid- liquid system, relative to fluid properties and mixer variables. However, most of these have been done with pure liquid components, and do not apply to the complicated chemicals used industrially. Small amounts of surface active agents make dramatic differences in emulsion characteristics, so it is not usually possible to calculate in advance the mixer needed to provide the particular type of emulsion particle size. Therefore, test work is normally required where conditions required in the pilot plant are evaluated for scaleup.
Large tanks have a longer blend time and a much greater variety of shear rates than small tanks, and therefore, emulsion characteristics on full scale are difficult to predict. Usually, the pilot plant work is aimed at trying to elaborate the key role of maximum impeller zone shear rate, average impeller zone shear rate, and general circulation rate and velocity out in the main part of the tank. If these can be even qualitatively determined, scaleup to full scale can be done with reliability. There are a variety of mixers used in these processes.
For various types of emulsion polymerization, it is typical to use axial flow impellers because the shear rate requirements do not demand the use of radial flow impellers. Getting into the other end of the spectrum, where extremely high shear mixers are needed, various kinds of radial flow blades, usually with very narrow width blades, allow speeds to go up to 1000 or 2000 rpm giving very intense shear rates that are needed for many types of emulsion processes.
Industrial production of emulsions is complex, and drop-size correlations and size distributions are often not used in design. For analysis, it is helpful, however, to understand how drop size will change with other mixing parameters. A key factor in analyzing emulsions is to determine whether or not the emulsion can be maintained once it is produced in the mixer.
The variety of fluid shear rates in a large tank is considerably greater than that in a small tank. Therefore, the emulsion characteristics can vary for each scale. This is critical in designing emulsion-polymerization systems.
The literature correlates many experimental variables, but probably the most important of these is that the mean Sauter drop diameter, dsm, is inversely proportional to the area, and directly proportional to N ^ -6/5 and D ^ -4/5. This leads to the general relationship, at equal particle volume, the average drop size and total area in the tank will be the same. Knowing this relationship, one can calculate the value of the mass-transfer coefficient. Such calculations are useful in the performing of scaleup procedures.
The distribution of drop sizes gives some qualitative idea of how emulsions vary in their range of particle sizes. A difficulty in making a complete calculation of drop sizes for liquid-liquid dispersions is that there is a wide variety of shear rates in the system. There is a dispersing-zone shear rate around the impeller, and coalescing-zone rates throughout the rest of the tank. The average shear rate is somewhere in between.
In producing a stable emulsion, designers look at the maximum impeller-zone shear rate, since all particles eventually reach that zone. If the emulsion is stable, the particles will all remain at the size produced in the impeller zone
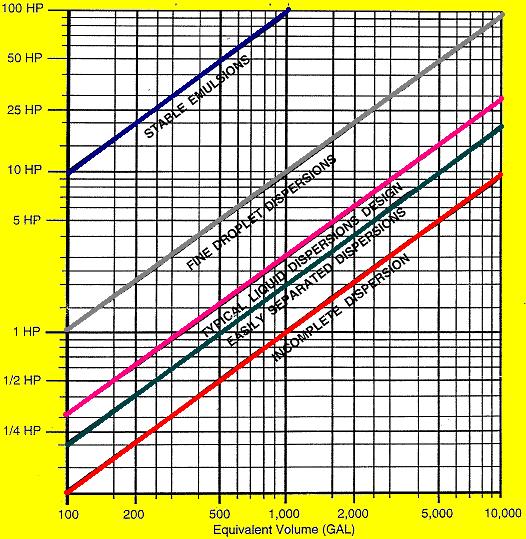
POWER Requirements for various stages of emulsions and dispersions.
|